上海丰甲机械有限公司
地址:上海市松江区洞业路608号A-07
联系人:郭云霄
手机:+86 18602199706
电话:+86 21 57722805
邮箱:sales@taiwfj.com
网址:Http://www.taiwfj.com
|
|
|
送料机、整平机及材料架是如何实现同步的
[添加时间] 2012-12-23 [访问量] 3544 [返回] |
|
由材料架-整平机-送料机组成的冲压自动化生产线自动化程度高,在实际使用中除了简单的给料架上下料,不需其他任何操作,完全自动化生产。许多客户在初次选购冲压周边设备时,对三合一送料机、二合一料架兼整平机特点中的节省占地空间及送料机、整平机、材料架如何实现同步感到不解,其实这些都是由于冲压生产线中待料区的缘故,如下图所示:
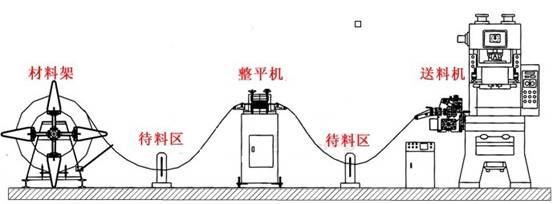
冲压生产线的料架、整平机、送料机并不是无间隙连接的,而是三者之间均存在一个待料区,通过待料区来实现三者的同步,三合一送料机、二合一料架兼整平机所说的节省占地空间正是说的节省待料区。
待料区的意义:材料架及整平机不停地运转,而送料机是间歇的传送定长材料,为此,要保留一定的待料空间。当金属材料通过料架(或整平机)出料时会形成一定弧度,当弧度变大接触到感应架时,24V电流会接通,从而使料架(或整平机)中的中间继电器发生跳转,使机台停止运转,当材料因送料机送料而离开感应架,机台就会继续运行,如此循环运作,实现按需定量配送,达到自动化控制的目的。
待料区的大小:待料区的大小需经过精确的计算,与送料长度、材料厚度、冲床速度有关。待料区过大会浪费厂房空间,同时使待料区积累过多的材料,增加待料区后端机台电机负荷;待料区过小,会造成整平机或材料架频繁开停,造成电机烧毁。
待料区的控制方式:使用24V感应架控制是最常用的控制方式,但它只能用于金属材料的冲压自动送料,若材料不导电,则可由光电开关(无需接触材料,当材料遮挡住光束,光电开关就会启动控制设备停止运转)、微动开关(当材料弧度变大触碰到微动开关后,微动开关启动控制设备停止运行)来替代。
|
|
|
|
|


